
Selecting the Best Medical Keypad Solutions

High-performance medical keypad solutions are a critical part of modern healthcare equipment design, ensuring safety, reliability and compliance in environments where failure is not an option. From infusion pumps and patient monitors to ventilators and diagnostic systems, the human–machine interface (HMI) must perform consistently under intense operational and hygiene demands.
For OEMs developing next-generation medical devices, selecting the right interface technology is not simply a design choice—it is a regulatory and functional requirement. At RH Technical Industries Ltd, engineering is centred on real-world clinical use, where gloves, disinfectants, and continuous operation place extreme demands on every component.
This article explores the key engineering considerations behind advanced medical membrane keypads and why interface design plays such a vital role in patient safety and device performance.
Infection Control and Material Selection in Medical Keypads
In clinical environments, infection control is one of the most important design priorities. Traditional mechanical switches can create small recesses where contaminants accumulate, making thorough cleaning difficult and increasing cross-contamination risks.
Modern medical keypad solutions overcome this challenge through seamless, flat surface construction. This eliminates physical traps where fluids or biological material can collect, allowing rapid and effective disinfection.
Material selection is equally important. Medical devices are routinely cleaned with aggressive chemical agents such as alcohol and chlorine-based disinfectants. Standard plastics can degrade under repeated exposure, so high-performance polyester is commonly used for medical graphic overlays due to its durability and chemical resistance.
To further enhance hygiene performance, antimicrobial coatings such as Microban-compatible films can be integrated into the surface layer. When combined with proper sealing techniques, interfaces can achieve high ingress protection ratings such as IP65 or IP67, ensuring internal electronics remain protected during intensive cleaning cycles.
Key design benefits include:
- Seamless surfaces that eliminate contamination traps
- Chemical-resistant polyester construction for long-term durability
- Optional antimicrobial surface protection layers
- IP-rated sealing for protection against fluids and particulates

Tactile Feedback and Embossing for Clinical Accuracy
In fast-paced medical environments, operators cannot always look directly at the control panel. This makes tactile feedback essential for reducing errors and improving response speed.
Custom membrane keypad embossing is used to create physical key differentiation, guiding users by touch alone. Using precision tooling and controlled heat forming, key shapes are permanently formed into the overlay material without affecting printed graphics or structural integrity.
Common embossing options include:
- Rim embossing – raises the key perimeter to help guide finger placement
- Pillow embossing – raises the full key surface for improved accessibility and speed
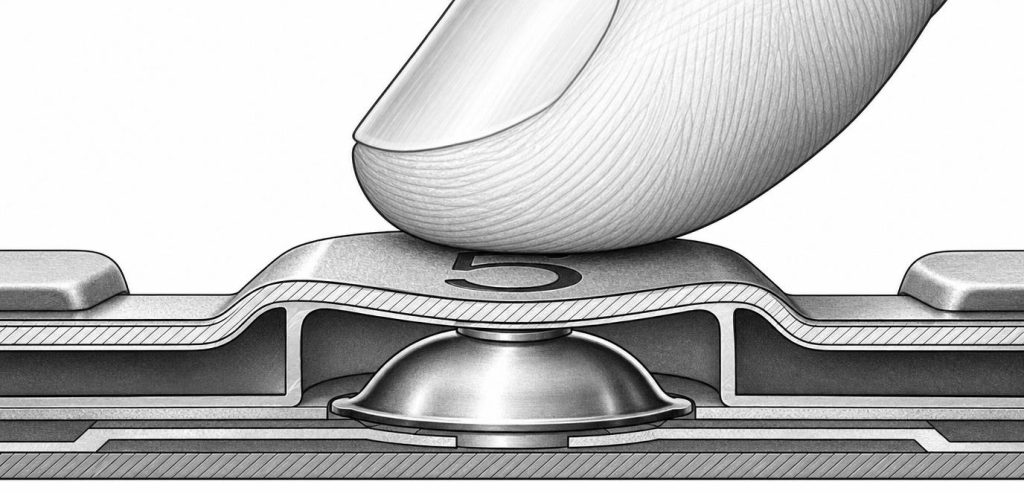
Under these surfaces, metal dome switches are often integrated to provide a crisp tactile response, confirming activation even through surgical gloves.
To maintain long-term legibility, sub-surface printing techniques are used. By printing graphics beneath a protective polyester layer, markings are shielded from chemical wear, abrasion and repeated cleaning cycles.
Key performance advantages:
- Reliable tactile feedback for glove-based operation
- Precision embossing for improved user accuracy
- Sub-surface printing for long-term durability
- Enhanced operational safety in high-pressure environments
Illumination and Display Visibility in Medical Environments
Medical facilities operate under a wide range of lighting conditions, from bright operating theatres to low-light wards. As a result, keypad visibility must remain consistent and reliable.
Integrated LED backlighting is widely used to ensure clear visibility of controls. For more advanced applications, Light Guide Film (LGF) technology distributes illumination evenly across the surface, reducing hotspots and improving energy efficiency.
“Secret-until-lit” graphics can also be used, where icons remain hidden until activated by backlighting. This helps simplify complex interfaces and reduces visual clutter during critical procedures.
Display windows are another key consideration. Anti-glare coatings are applied to reduce reflection from overhead surgical lighting, ensuring medical staff can clearly read screens and indicators from multiple angles.
Core lighting features include:
- Integrated LED backlighting for improved visibility
- Light Guide Film for uniform illumination
- Secret-until-lit interface graphics for clarity
- Anti-glare display window treatments
EMI Shielding, Adhesion, and Regulatory Compliance
Medical environments contain multiple electronic systems that generate electromagnetic interference (EMI). Without proper shielding, this can impact device performance and reliability.
To mitigate this, conductive shielding layers such as silver inks or aluminium laminates can be integrated into the keypad structure. These form a controlled barrier that reduces interference and protects sensitive circuitry.
Strong bonding is equally important. High-performance acrylic adhesives—such as industrial-grade 3M systems—are used to ensure long-term adhesion, even under continuous cleaning and thermal cycling.
In regulated industries, traceability is essential. Manufacturers such as RH Technical Industries Ltd implement full batch tracking systems to ensure every material and production stage is documented for audit compliance, supporting standards such as RoHS.
Key compliance features include:
- Integrated EMI/RFI shielding layers
- High-bond industrial adhesives for long-term stability
- Full material traceability across production batches
- Compliance with medical and environmental standards

Designing Reliable Medical Keypad Solutions for the Future
As medical technology continues to evolve, the demand for more reliable, hygienic and intuitive interface systems will only increase. Every layer of a medical keypad—from surface materials to internal shielding—plays a role in ensuring safe and effective device operation.
By combining advanced materials, precision embossing, robust sealing and intelligent illumination, modern medical keypad solutions are helping OEMs deliver safer, more efficient clinical devices.
Companies such as RH Technical Industries Ltd continue to support this evolution by engineering interfaces designed specifically for the pressures of real-world healthcare environments.
For OEMs developing new medical devices, early-stage collaboration on interface design can significantly improve performance, usability and long-term reliability.
For more information on Selecting the Best Medical Keypad Solutions talk to RH Technical Industries Ltd